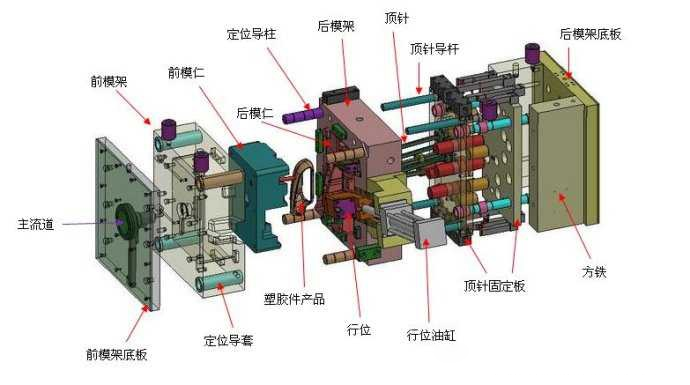
1 זאַץ פון ינדזשעקשאַן פורעם.עס באשטייט דער הויפּט פון מאָלדינג פּאַרץ (ריפערינג צו די טיילן וואָס מאַכן די פורעם קאַוואַטי פון די מאָווינג און פאַרפעסטיקט פורעם טיילן), פּאָרינג סיסטעם (דער קאַנאַל דורך וואָס די מאָולטאַן פּלאַסטיק קומט אין די פורעם קאַוואַטי פון די נעזל פון די ינדזשעקשאַן מאַשין), גיידינג. פּאַרץ (צו מאַכן די פורעם אַקיעראַטלי אַליינד ווען די פורעם איז פארמאכט), פּושינג מעקאַניזאַם (די מיטל וואָס פּושיז די פּלאַסטיק אויס פון די פורעם קאַוואַטי נאָך די פורעם איז שפּאַלטן), טעמפּעראַטור רעגיאַלייטינג סיסטעם (צו טרעפן די פורעם טעמפּעראַטור רעקווירעמענץ פון די ינדזשעקשאַן פּראָצעס ) די ויסמאַטערן סיסטעם (די לופט אין די פורעם קאַוואַטי און די גאַז וואַלאַטילייזד דורך די פּלאַסטיק זיך זענען דיסטשאַרדזשד פון די פורעם בעשאַס מאָלדינג, און די ויסמאַטערן נאָרע איז אָפט שטעלן אויף די פּאַרטינג ייבערפלאַך) און די שטיצן טיילן (געוויינט צו ינסטאַלירן און פאַרריכטן אָדער שטיצן די מאָלדינג טיילן און אנדערע טיילן פון די מעקאַניזאַם) זענען פארפאסט, און מאל עס זענען זייַט פּאַרטינג און האַרץ-פּולינג מעקאַניזאַמז.
2. פּלאַן סטעפּס פון ינדזשעקשאַן פורעם
1. צוגרייטונג איידער פּלאַן
(1) פּלאַן אַסיינמאַנט
(2) באַקאַנט מיט פּלאַסטיק טיילן, אַרייַנגערעכנט זייער דזשיאַמעטריק פאָרעם, נוצן רעקווירעמענץ פון פּלאַסטיק טיילן און רוי מאַטעריאַלס פון פּלאַסטיק טיילן
(3) קוק די מאָלדינג פּראָצעס פון פּלאַסטיק טיילן
(4) ספּעציפיצירן די מאָדעל און באַשרייַבונג פון די ינדזשעקשאַן מאַשין
2. פאָרמולירן פאָרמינג פּראָצעס קאָרט
(1) פּראָדוקט איבערבליק, אַזאַ ווי סכעמאַטיש דיאַגראַמע, וואָג, וואַנט גרעב, פּראַדזשעקטאַד געגנט, קוילעלדיק דימענשאַנז, צי עס זענען זייַט ריסעסאַז און ינסערץ
(2) איבערבליק פון פּלאַסטיקס געניצט אין דעם פּראָדוקט, אַזאַ ווי פּראָדוקט נאָמען, מאָדעל, פאַבריקאַנט, קאָליר און דרייינג
(3) די הויפּט טעכניש פּאַראַמעטערס פון די אויסגעקליבן ינדזשעקשאַן מאַשין, אַזאַ ווי די באַטייַטיק דימענשאַנז צווישן די ינדזשעקשאַן מאַשין און די ינסטאַלירונג פורעם, שרויף טיפּ, מאַכט (4) דרוק און מאַך פון די ינדזשעקשאַן מאַשין
(5) ינדזשעקשאַן מאָלדינג טנאָים אַזאַ ווי טעמפּעראַטור, דרוק, גיכקייַט, פורעם לאַקינג קראַפט, עטק
3. סטראַקטשעראַל פּלאַן סטעפּס פון ינדזשעקשאַן פורעם
(1) באַשטימען די נומער פון קאַוויטיז.קאָנדיטיאָנס: מאַקסימום ינדזשעקשאַן באַנד, פורעם לאַקינג קראַפט, פּראָדוקט אַקיעראַסי באדערפענישן, עקאנאמיע
(2) אויסקלייַבן די ראַנאָף ייבערפלאַך.דער פּרינציפּ זאָל זיין אַז די פורעם סטרוקטור איז פּשוט, די פּאַרטינג איז גרינג און טוט נישט ווירקן די אויסזען און נוצן פון פּלאַסטיק טיילן
(3) באַשטימען די קאַוואַטי אויסלייג פּלאַן.ניצן באַלאַנסט אָרדענונג ווי ווייַט ווי מעגלעך
(4) באַשטימען די גייטינג סיסטעם.אַרייַנגערעכנט הויפּט לויפן קאַנאַל, דייווערזשאַן קאַנאַל, טויער, קאַלט לאָך, עטק.
(5) באַשטימען די מעלדונג מאָדע.פאַרשידענע דעמאָולדינג מעטהאָדס זענען דיזיינד לויט צו פאַרשידענע טיילן פון די פורעם לינקס דורך די פּלאַסטיק טיילן.
(6) באַשטימען די סטרוקטור פון די טעמפּעראַטור רעגיאַלייטינג סיסטעם.די טעמפּעראַטור רעגיאַלייטינג סיסטעם איז דער הויפּט באשלאסן דורך די טיפּ פון פּלאַסטיק.
(7) ווען די אַרייַנלייגן סטרוקטור איז אנגענומען פֿאַר די ווייַבלעך שטאַרבן אָדער האַרץ, די מאַשינאַביליטי און ינסטאַלירונג און פיקסיישאַן מאָדע פון די אַרייַנלייגן זענען באשלאסן.
(8) באַשטימען די ויסמאַטערן טיפּ.אין אַלגעמיין, די רעשוס צווישן די פּאַרטינג ייבערפלאַך פון די פורעם און די אַרויסוואַרף מעקאַניזאַם און די פורעם קענען זיין געניצט פֿאַר ויסמאַטערן.פֿאַר גרויס און הויך-גיכקייַט ינדזשעקשאַן פורעם, די קאָראַספּאַנדינג ויסמאַטערן פאָרעם מוזן זיין דיזיינד.
(9) באַשטימען די הויפּט דימענשאַנז פון די ינדזשעקשאַן פורעם.לויט די קאָראַספּאַנדינג פאָרמולע, רעכענען די אַרבעט גרייס פון די מאָלדינג טייל און באַשטימען די גרעב פון די זייַט וואַנט פון די פורעם קאַוואַטי, די קאַוואַטי דנאָ טעלער, די האַרץ באַקינג טעלער, די גרעב פון די מאָווינג מוסטער, די גרעב פון די קאַוואַטי טעלער. מאַדזשאַלער קאַוואַטי און די קלאָוזינג הייך פון די ינדזשעקשאַן פורעם.
(10) אויסקלייַבן נאָרמאַל פורעם באַזע.אויסקלייַבן די נאָרמאַל פורעם באַזע פון די ינדזשעקשאַן פורעם לויט די הויפּט דימענשאַנז פון די ינדזשעקשאַן פורעם דיזיינד און קאַלקיאַלייטיד, און פּרובירן צו אויסקלייַבן די נאָרמאַל פורעם טיילן.
(11) סקיצע די סטרוקטור פון די פורעם.צייכענונג די גאַנץ סטרוקטור סקיצע פון ינדזשעקשאַן פורעם און צייכענונג די פורעם סטרוקטור צייכענונג איז אַ זייער וויכטיק אַרבעט פון פורעם פּלאַן.
(12) קוק די באַטייַטיק דימענשאַנז פון די פורעם און ינדזשעקשאַן מאַשין.קאָנטראָלירן די פּאַראַמעטערס פון די ינדזשעקשאַן מאַשין געניצט, אַרייַנגערעכנט די מאַקסימום ינדזשעקשאַן באַנד, ינדזשעקשאַן דרוק, פורעם לאַקינג קראַפט, און די גרייס פון די ינסטאַלירונג טייל פון די פורעם, פורעם עפן מאַך און אַרויסוואַרף מעקאַניזאַם.
(13) איבערבליק פון סטראַקטשעראַל פּלאַן פון ינדזשעקשאַן פורעם.אָנפירן פּרילימאַנערי אָפּשאַצונג און באַקומען די צושטימען פון דער באַניצער, און עס איז נייטיק צו באַשטעטיקן און מאָדיפיצירן די באדערפענישן פון דער באַניצער.
(14) ציען די פֿאַרזאַמלונג צייכענונג פון די פורעם.קלאר אָנווייַזן די פֿאַרזאַמלונג שייכות פון יעדער טייל פון די ינדזשעקשאַן פורעם, נייטיק דימענשאַנז, סיריאַל נומערן, דעטאַילס טיטל בלאָק און טעכניש רעקווירעמענץ (די אינהאַלט פון טעכניש רעקווירעמענץ זענען ווי גייט: א. פאָרשטעלונג רעקווירעמענץ פֿאַר שטאַרבן סטרוקטור, אַזאַ ווי פֿאַרזאַמלונג באדערפענישן פֿאַר אַרויסוואַרף מעקאַניזאַם. און האַרץ-פּולינג מעקאַניזאַם; ב. רעקווירעמענץ פֿאַר שטאַרבן פֿאַרזאַמלונג פּראָצעס, אַזאַ ווי פּאַסן רעשוס פון פּאַרטינג ייבערפלאַך, פּאַראַלעליזאַם פון אויבערשטער און נידעריקער טיילן פון שטאַרבן; C. באדערפענישן פֿאַר שטאַרבן נוצן; ד רעקווירעמענץ פֿאַר אַנטי-אַקסאַדיישאַן באַהאַנדלונג, שטאַרבן נומער, לעטערינג, ייל פּלאָמבע און סטאָרידזש; ע. באדערפענישן פֿאַר שטאַרבן פּרובירן און דורכקוק. (15) ציען פורעם טייל צייכענונג. דער סדר פון דיסאַסעמבאַל און צייכענונג די טייל צייכענונג פון די פורעם פֿאַרזאַמלונג צייכענונג אָדער די טייל צייכענונג איז: ערשטער ין און אַרויס, ערשטער קאָמפּלעקס דעמאָלט פּשוט, ערשטער פאָרמינג טיילן דעמאָלט סטראַקטשעראַל פּאַרץ.
(16) איבערבליק די פּלאַן דראַווינגס.די לעצט אָפּשאַצונג פון די ינדזשעקשאַן פורעם פּלאַן איז די לעצט טשעק פון די ינדזשעקשאַן פורעם פּלאַן, און מער ופמערקזאַמקייט זאָל זיין באַצאָלט צו די פּראַסעסינג פאָרשטעלונג פון די טיילן.
3. קאָנטראָלירן פון ינדזשעקשאַן פורעם
1. יקערדיק סטרוקטור
(1) צי די מעקאַניזאַם און באַזע פּאַראַמעטערס פון די ינדזשעקשאַן פורעם גלייַכן די ינדזשעקשאַן מאַשין.
(2) צי די ינדזשעקשאַן פורעם האט אַ קלאַמפּינג פירן מעקאַניזאַם און צי די מעקאַניזאַם פּלאַן איז גלייַך.
(3) צי די סעלעקציע פון פּאַרטינג ייבערפלאַך איז גלייַך, צי עס איז די מעגלעכקייט פון בליץ, און צי די פּלאַסטיק טייל סטייז אויף די זייַט פון די מאָווינג שטאַרבן (אָדער פאַרפעסטיקט שטאַרבן) שטעלן אין די אַרויסוואַרף און מעלדונג מעקאַניזאַם.
(4) צי די אויסלייג פון די קאַוואַטי און די פּלאַן פון די גאַטינג סיסטעם זענען גלייַך.צי דער טויער איז קאַמפּאַטאַבאַל מיט די פּלאַסטיק רוי מאַטעריאַל, צי די טויער שטעלע איז עקוויוואַלענט, צי די דזשיאַמעטריק פאָרעם און גרייס פון דעם טויער און ראַנער זענען צונעמען, און צי די לויפן פאַרהעלטעניש איז גלייַך.
(5) צי די פּלאַן פון געשאפן פּאַרץ איז גלייַך.
(6) עדזשעקשאַן מעלדונג מעקאַניזאַם און לאַטעראַל זכר.אָדער צי די האַרץ-פּולינג מעקאַניזאַם איז גלייַך, זיכער און פאַרלאָזלעך.צי עס איז ינטערפיראַנס און אַקלוזשאַן.(7) צי עס איז אַ ויסמאַטערן מעקאַניזאַם און צי די פאָרעם איז גלייַך.(8) צי די טעמפּעראַטור רעגולירן סיסטעם איז פארלאנגט.צי די היץ מקור און קאָאָלינג מאָדע זענען גלייַך.
(9) צי די סטרוקטור פון שטיצן טיילן איז גלייַך.
(10) צי די קוילעלדיק ויסמעסטונג קענען ענשור די ינסטאַלירונג, צי די פיקסיר אופֿן איז אויסגעקליבן גלייַך און רילייאַבלי, און צי די ריגל לאָך געניצט פֿאַר ינסטאַלירונג איז קאָנסיסטענט מיט די שרויף לאָך שטעלע אויף די ינדזשעקשאַן מעקאַניזאַם און פאַרפעסטיקט פורעם פיקסיר טעלער.
2. פּלאַן דראַווינגס
(1) פֿאַרזאַמלונג צייכענונג
צי די פֿאַרזאַמלונג שייכות פון פּאַרץ און קאַמפּאָונאַנץ איז קלאָר, צי די וואָס ריכטן קאָד איז רעכט און גלייַך אנגעצייכנט, צי די מאַרקינג פון פּאַרץ איז גאַנץ, צי עס קאָראַספּאַנדז צו די סיריאַל נומער אין דער רשימה, צי די באַטייַטיק ינסטראַקשאַנז האָבן קלאָר מאַרקס, און ווי סטאַנדערדייזד די גאנצע ינדזשעקשאַן פורעם איז.
(2) פּאַרץ צייכענונג
צי די טייל נומער, נאָמען און פּראַסעסינג קוואַנטיטי זענען קלאר אנגעצייכנט, צי די דימענשאַנאַל טאָלעראַנץ און פאַרשידן טאָלעראַנץ מאַרקס זענען גלייַך און גאַנץ, צי די פּאַרץ גרינג צו טראָגן זענען רעזערווירט פֿאַר גרינדינג, וואָס טיילן האָבן הינטער-הויך אַקיעראַסי רעקווירעמענץ, צי די פאָדערונג איז גלייַך, צי די מאַטעריאַל קישן פון יעדער טייל איז צונעמען, און צי די היץ באַהאַנדלונג רעקווירעמענץ און ייבערפלאַך ראַפנאַס באדערפענישן זענען גלייַך.
(3) קאַרטאָגראַפיק אופֿן
צי די צייכענונג אופֿן איז ריכטיק, צי עס קאַנפאָרמז צו נאציאנאלע סטאַנדאַרדס, און צי די דזשיאַמעטריק פיגיערז און טעכניש רעקווירעמענץ אויסגעדריקט אויף די צייכענונג זענען גרינג צו פֿאַרשטיין.3. ינדזשעקשאַן פורעם פּלאַן קוואַליטעט
(1) ווען דיזיינינג די ינדזשעקשאַן פורעם, צי די פּראָצעס קעראַקטעריסטיקס און מאָלדינג פאָרשטעלונג פון פּלאַסטיק רוי מאַטעריאַלס זענען ריכטיק באַטראַכט, די מעגלעך פּראַל פון די טיפּ פון ינדזשעקשאַן מאַשין אויף די מאָלדינג קוואַליטעט, און צי די קאָראַספּאַנדינג פאַרהיטנדיק מיטלען זענען גענומען פֿאַר די מעגלעך פּראָבלעמס בעשאַס די מאָלדינג פּראָצעס בעשאַס די פּלאַן פון די ינדזשעקשאַן פורעם.
(2) צי די רעקווירעמענץ פון פּלאַסטיק טיילן אויף די גיידינג אַקיעראַסי פון ינדזשעקשאַן פורעם האָבן שוין באַטראַכט, און צי די גיידינג סטרוקטור איז ריזאַנאַבלי דיזיינד.
(3) צי די אַרבעט ויסמעסטונג כעזשבן פון געשאפן פּאַרץ איז ריכטיק, צי די אַקיעראַסי פון פּראָדוקטן קענען זיין געראַנטיד, און צי זיי האָבן גענוג שטאַרקייט און רידזשידאַטי.
(4) צי די שטיצן טיילן קענען ענשור אַז די פורעם האט גענוג קוילעלדיק שטאַרקייַט און רידזשידאַטי.
(5) צי די רעקווירעמענץ פֿאַר פורעם פּרובירן און פאַרריכטן זענען באַטראַכט
4. צי עס זענען גרוווז, האָלעס, אאז"ו ו. באַקוועם פֿאַר פֿאַרזאַמלונג און דיסאַססעמבלי אין טערמינען פון פֿאַרזאַמלונג און דיסאַססעמבלי און האַנדלינג טנאָים, און צי זיי זענען אנגעצייכנט.
פּאָסטן צייט: מערץ 06-2023